





















































































































































































































































































































































































































































































































































































































































































































































































































































































































































3.
If cylinders have less than .005 in. (0.127 mm) ta-
per or wear, they can be conditioned with a hone
and fitted with high limit standard size piston. A
cylinder bore of more than .005 in. wear or taper
maynotcleanupentirelywhenfittedtoahighlim-
it piston. To entirely clean up the bore, it will be
necessary to bore for an oversize piston. If more
than .005 in. taper or wear, bore and hone to
smallest oversize that will permit complete resur-
facing of all cylinders.
4.
When pistons are being fitted and honing is not
necessary, cylinder bores may be cleaned with a
hot water and detergent wash. After cleaning,
swab cylinder bores several times with light en-
gine oil and a clean cloth, then wipe with a clean
dry cloth.
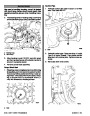
72569
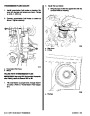
Measuring Cylinder Bore
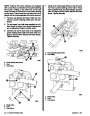
8.
Check cylinder head gasket surfaces for war-
page with a machinist’s straight-edge and a feel-
er gauge, as shown. Take measurements diago-
nally across surfaces (both ways) and straight
down center. If surfaces are warped more than
CYLINDER BORING
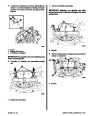
1. Before using any type boring bar, file off top of cyl-
inder block to remove dirt or burrs. This is veryim-
portant to prevent boring bar tilt, with result that
bored cylinder wall is not at right angles to crank-
shaft.
.003
mm) overall, block must be resurfaced by an au-
tomotive machine shop.
in. (0.07 mm) in a 6 in. area or .007 in. (0.2
2.
Measure piston to be fitted with a micrometer,
measuring at center of piston skirt and at right
angles to piston pin. Bore cylinder to same diam-
eter as piston and hone to give specified clear-
ance.
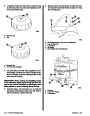
a
NOTE:Hone cylinders as outlined under “Cylinder
Honing” and “Piston Selection,” following.
3.
Carefully observe instructions furnished by man-
ufacturer of equipment being used.
CYLINDER HONING
b
72566
1.
Follow hone manufacturer’s recommendations
for use of hone and cleaning and lubrication dur-
ing honing.
a - Machinist’s Straight Edge
b - Feeler Gauge
2.
Occasionally, during the honing operation, thor-
oughly clean cylinder bore and check piston for
correct fit in cylinder.
CYLINDER CONDITIONING
1.
Performance of the following operation depends
upon engine condition at time of repair.
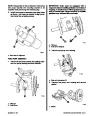
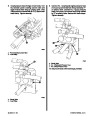
3. When finish-honing a cylinder bore to fit a piston,
move hone up and down at a sufficient speed to
obtain very fine uniform surface finish marks in a
crosshatch pattern of approximately 30 degrees
to cylinder bore. Finish marks should be cleanbut
not sharp, free from imbedded particles and torn
or folded metal.
2.
If cylinder block inspection indicates that block is
suitable
for
continued
use
(except
for
out-of-round or tapered cylinders), they can be
conditioned by honing or boring.
4.
Permanently mark piston (for cylinder to which it
has been fitted) and proceed to hone cylinders
and fit remaining pistons.
Index
90-823224--2
796
454 CID (7.4L) / 502 CID (8.2L) - 3A-61
| Categories | Mercury MerCruiser Manuals |
|---|---|
| Tags | Mercury MerCruiser 454 CID, Mercury MerCruiser 502 CID |
| Model Year | 1993, 1994, 1995, 1996, 1997 |
| Download File |
|
| Document File Type | |
| Copyright | Attribution Non-commercial |
(4 votes, average: 4.5 out of 5)
Marine readers have rated 1993 1997 Mercury-MerCruiser GM V8 454 CID 7.4L and 502 CID 8.2L Marine Engines Service Manual Number 16 4.5 out of 5.0 based on 4 product reviews. Hugely helpful service manual! Perfect. Thank you!
Manuals are all Important for Technician
This book is invaluable if you do your own repairs. Great book.
Could not find a copy until a search brought me here.
Excellent print.
Thank you